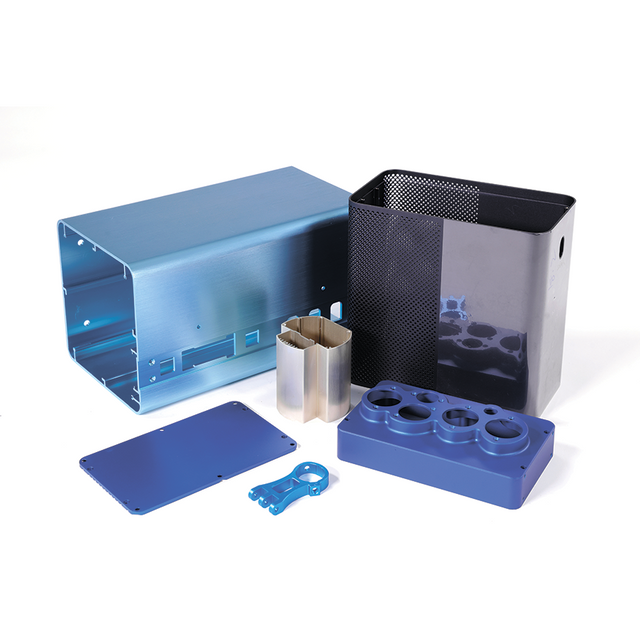
Aluminum extrusion is a process whereby a blank aluminum bar is placed into a mold cavity of the desired shape/structure and forced through (i.e., extruded) with a certain pressure and speed to obtain a section of the specified shape, size, and mechanical properties. This section is then cut to obtain a workable part, which can then be further machined or surface treated as needed.
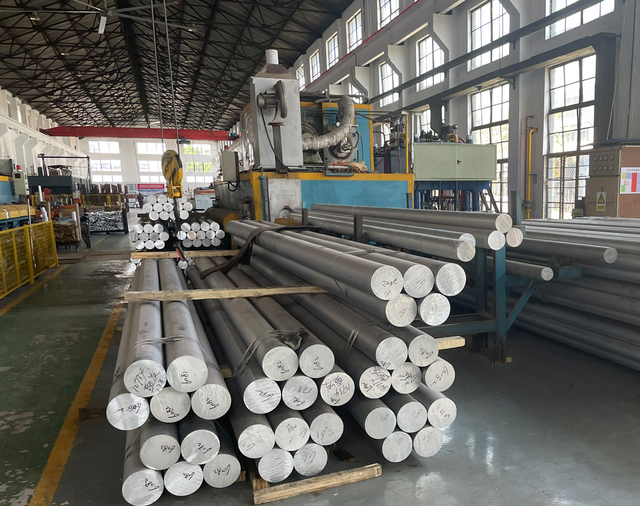
Our standard process is as follows: a.Die preparation – polish and clean the extrusion die, spray sufficient release agent on the die. This step is critical as it minimizes extrusion marks along the direction of the extrusion. b.Die set-up – fix the extrusion die to the port of the extrusion machine using bolts. c.Raw material pretreatment – heat aluminum alloy ingots to 360 - 380°C and place into the extrusion machine’s squeezing cylinder d.Extrusion – the extrusion machine pushes the die at a speed of 0.2 - 0.4 m/min, squeezing the aluminum alloy ingot through the die hole and forming an extrusion profile. e.Traction – traction equipment holds the starting end of the extrusion profile and works in tandem with the extrusion machine to complete the traction. f.Cutting – cut extrusion profiles at specified lengths using a cutting machine. g.Heat treatment – we generally perform three types of heat treatment: solution treatment, ageing treatment, quenching treatment. h.Anodizing – we offer pre-anodizing on long extrusions up to 6 m long and final anodizing on finished aluminum parts. Below are some of our options: ○Chromic acid anodizing (MIL-A-8625 Type I) ○Sulfuric acid anodizing (MIL-A-8625 Type II) ○Hard anodizing (MIL-A-8625 Type III) ○Colors – electrolytic coloring or dying for Type II anodizing
c.Extrusion profile size and weight ○Size: 350 * 350 mm ○Max weight per meter: 3 T
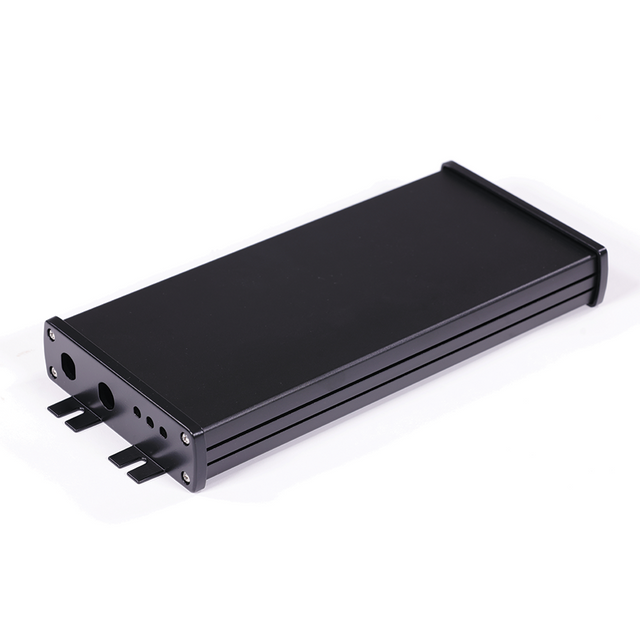
d.Anodizing ○MIL-A-8625 Type I ○MIL-A-8625 Type II ○MIL-A-8625 Type III ○Color is customizable ○Surface options include glossy or satin ■Finishes: sand blasting, acid / alkali etching
e.Tooling development lead time – 7-15 days; we work with you and offer DFM support before project launch
f.Low tooling cost suitable for low volume parts – our MOQ starts from 50 pcs.
g.Testing ○Spectrometer analysis on raw material ○Tensile/yield strength test; hardness test ○Dimension report ○Anodizing – salt spray and UV tests ○Surface finishing – abrasion and film thickness tests
Meco is dedicated in providing customers high quality OEM/ODM services, full quality control from product developing, to manufacturing, packaging and shipping, to satify customers' various purchasing needs.